Processes
Hand lay-up
Hand lay-up is the common production method where a glassfibre mat is impregnated by manual application. Once the resin is applied on a chosen mold using a brush or a roller, the laminate will be rolled out and any air-pockets are removed.
Spray-up
For bigger series the spray-up method is used. The difference with the hand lay-up process comes from the way the fiber and the resin are applied to the mold. With the spay-up process, the resin and the fiber are sprayed onto the mold. The fiber is transported via a cutter which is placed on top of the resin spray gun. The glass is cut/chopped in length of a few centimeters and falls into the resin spray pattern. Together they are sprayed onto a mold surface. They are then rolled to remove the air out of the laminate.
Vacuum infusion
Vacuum infusion is a very efficient and clean production method where the dry fibres are placed under a vacuum bagging foil. Subsequently to the placement of the fibres, a vacuum foil is sticked to the flanges with a tacky tape. The foil and the fibres are pressed because of the vacuum. The resin is fed into the cavity and will flow to the vacuum point.
Vacuum press molding
Vacuum press molding is a very rapid method where a vacuum applies closing force between two mold halves. A glassfibre is applied in the under-mold and the resin is poured onto the glassfibre. Then the top-mold is pulled by vacuum onto the under-mold and the resin is pressed through the fibre till it is impregnated.
This method is used for smaller parts.
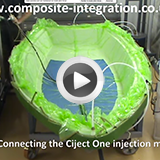
Light RTM
Light RTM (Resin Transfer Molding) is the favorite close mold system used in the composite industry. With this method, complex shapes, two-sides smooth surface and sandwich laminates can be produced in a very efficient way. Between two molds, a high vacuum is applied on the flanges which keep the molds in position. Before closing the mold halves all the dry fibres and sandwich materials are placed in the under-mold and a lower vacuum is applied into the cavity between the two mold halves. The resin is then pumped in with an infusion machine in combination with the vacuum applied in the cavity.
Cold press molding
Cold press molding a very efficient production system were short de-molding times can be obtained.
Generally two stiff molds are closed by hydraulic force, the dry fibres and the resin are placed in the under-mold and the top-mold is pressed into the laminate in order to impregnate the fibres. The result is a strong product with a smooth surface on both sides.
SMC/BMC
sheet molding compound (SMC) or Bulk molding compound (BMC) are other press methods where a combination of high pressure and high temperatures are applied until the curing reaction occurs. The mold is then cooled and the part removed. Molding times of a few minutes can be obtained. This system is used to produce high output or difficult shapes.
Filament winding
Filament winding is a very efficient production techniques for tanks/silos and pipes and other cylindrical structures. A fibre is winded on a rotating mold; during this operation a resin is sprayed onto the fibres in order to impregnate them. Once the air is rolled out of the laminate, the resin cures. Once the resin cured, the mold is removed, leaving the final product i.e. the tank or pipe.
Rotation molding
Rotation molding is another method to produce pipes or tanks. The glassfibres are placed inside a cylindrical mold, then the resin is poured into the mold and due to a high rotation speed the resin is pressed into the glassfibre.
Polymer concrete/cultured marble
Polymer concrete/cultured marble is a production method where a mix of resin with fillers are poured into a mold. Generally, a mix is made with 10-25% of resin and the rest are fillers like sand /stones /pigments in order to obtain the right strength and the desired surface look such as granite or marble effects.
Pultrusion
Pultrusion is a production method where a lot of fibres are pulled through a mold in the shape of a profile. The resin can either be applied on the fibres through a resin bath or can be injected in the mold. In a few minutes the resin is cured and a strong profile will leave the mold due to a pulling force on the profile. Almost every steel or aluminium profile can be made by pultrusion and will offer much higher mechanical properties.
Prepregs
Prepreg is a term for “pre-impregnated” composite fibers. It is a production method where a layer of a fibre reinforcement is impregnated with a resin system which cures only at high temperatures. The impregnated fibres are placed between two foils on a roll. The foil is cut into the desired shape and placed in a mold under vacuum and under high temperature to cure.